
Recycling is highly relevant to the economics of paper manufacture since the recovered paper is by far the most important resource for paper production. The so-called recovered paper utilization rate, which is the proportion of recovered paper in the total paper production, was 56 percent in 2011 worldwide and 71 percent for Germany. This means that for any product made from paper, except for hygiene and specialty papers, the probability of being recycled is quite high.
To enable the repeated recycling of paper, a high proportion of paper products with good recyclability is essential. For graphic papers, this means that printing inks can be separated from the paper with state of the art technologies. For packaging products, the most critical issue is the separation of adhesives and adhesives applications from paper products.
Together with the international association of the deinking industry (INGEDE) PMV has run several projects to develop assessment methods for graphic paper and printing products and the fragmentation behavior of adhesives applications. Consequently, two methods have been submitted to the European recovered paper council (ERPC) and have become industry standards. Those are the assessment of printed product recyclability – the so-called “deinkability score” from 2008 and from 2011 the assessment of printed product recyclability – “scorecard for the removability of adhesive applications”. Both methods are structured as „scorecards“. This means that a maximum score of 100 points can be achieved with different parameters. These parameters are rated and the score of each parameter is added. For each parameter, a score corridor and a limit value can be defined. If a limit value is not achieved or the result is not in the corridor the product fails the test.
For the assessment of the recyclability of packaging products, there is no official method available today. In 2012 a research project initiated by the EU “Eco paper loop” has been started. In a collaboration between several institutes from European countries, a test method for the recyclability of packaging based on the scorecard system will be developed and a corresponding database will be built up. But already today the existing methods can be used to develop printed products or packaging from paper with good recyclability. This can help manufacturers of adhesives or printing machines or printing inks to improve their products.
Up to now in paper mills, it has been a common objective to bring as much of the incoming recovered paper as possible in the form of paper products of the same type as are manufactured by the mills. We are convinced that this basic concept will change soon. The conversion of our economy towards a bio-economy requires a much more sustainable utilization of resources than today. For recovered paper recycling this implies that only such fibers or raw material components are recycled to new papers that fulfill the relevant criteria. Other components, for example, which have been recycled already many times, low-quality fibers or material of degraded quality due to contamination mineral filler particles, will be separated and utilized in other ways. Those components are not suitable for further recycling to a paper product that could be utilized in other materials. For organic material, the conversion to energy is always an option. For this reason, the work on separation technologies for separating different components from the recovered paper is directly partly to their utilization in different materials or by conversion to energy.
For different reasons in the preceding years and decades in increasing numbers of paper products mineral particles, mineral fillers or mineral coating colors are used. This results in an increasing percentage of such materials in recovered paper, where such fillers are typically not wanted. The filler particles agglomerate with printing ink particles and with adhesives and form aggregates which are very difficult to separate.
Our investigations have shown that such agglomerates can be dispersed by mechanical treatments like kneading or disperging and subsequently the different fractions can be separated in processes like counter-current sedimentation or flotation. The results show that flotation is superior to sedimentation but both processes still have the potential for optimization.
Another unsolved problem today is the deinking and recycling of some of the products of printing processes like flexo print or inkjet print. The problem with such printing inks is that they are often hydrophilic and cannot form aggregates with air bubbles which are necessary for separating such inks by flotation. Another reason is that those printing inks disperse into very fine particles during the repulping of recovered paper under standard conditions. Then those fine particles are not accessible for separation processes. For those reasons, we have carried out investigations for separating water-based printing inks with a new type of microbubble flotation.
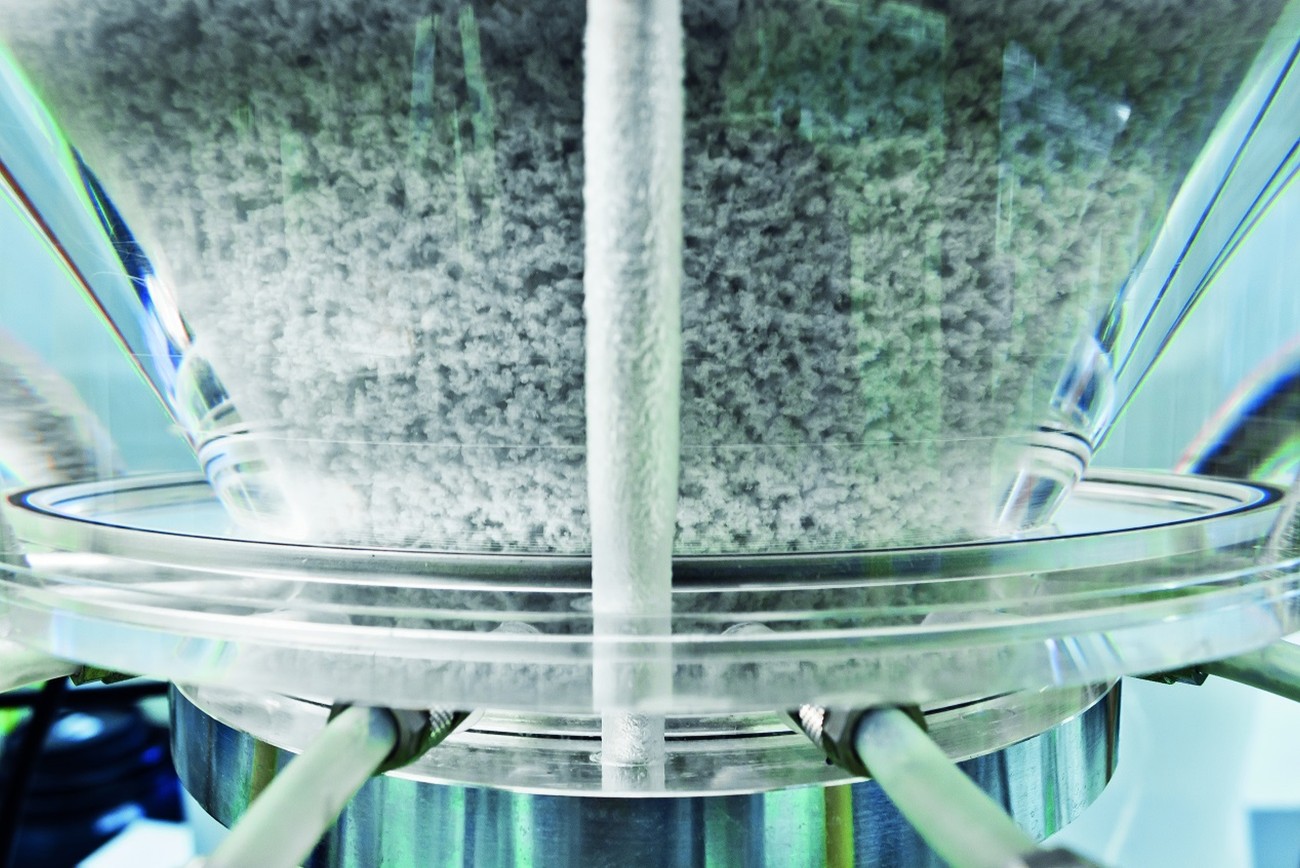
The separation of water-based printing inks which are used today in flexo print or ink jet printing processes is one of today’s major challenges. Since water is used as a solvent for such printing inks and because of the alkaline conditions during repulping of the recovered paper in conventional deinking technologies for graphical paper recovery, such printing inks disperse into very fine particles. These particles quite often are significantly smaller than 10 µm. This is the reason why these particles cannot be separated economically by current flotation technologies. To avoid an accumulation of such printing inks in the process water new separation technologies are needed. We have investigated a printing principle published by Sebba in the seventies based on the production of a colloidal type of foam, so-called “Colloidal Gas Aphron” for separating water-based printing inks. The apparatus for producing such microbubbles is a very simple and robust design which is shown in figure 5. Colloidal foam is generated by the rotation of a flat disc in a tank with special baffles. If the disc is rotating with a high speed, the air is sucked in over the boundary layer and distributed in the fluid in very fine bubbles. If suitable surface-active additives like tensides are added it is possible to generate a foam which is stable for a long time and which can be pumped.
In addition to investigating the dominant parameters for this type of flotation, like the rotational speed of the disc, the level of the water and additive dosage the design of a laboratory- and pilot-scale test rig has been the focus of our investigations. This test rig enables the continuous production of microbubbles and the results can be used for designing industrial-scale processes.
One further field of separation technologies we are working on is the separation and separate utilization of fiber fractions. Preliminary investigations in the framework of a project funded by the German Paper Industries Association show the potential of this approach. In this project on a lap scale small, medium-sized and long fiber fractions have been separated from the raw material and then handsheets have been manufactured. It could be shown that the separation of the middle fiber fractions has almost no negative effects on the paper properties but can result in significant energy savings in the range of 10 percent to 20 percent during paper drying. Future work is needed to confirm the potential of this approach and to find other utilisations of the separated fiber fractions.